Bedienung & Praxis
Der 4,3 Zoll große Touchscreen des Creality K1 Max bietet eine gute Auflösung und lässt sich gut bedienen.
Lediglich die gewählten Farben sind teilweise suboptimal, denn die Ablesbarkeit leidet in einigen Menüs unter dem geringen Kontrast zwischen Schriftfarbe und Hintergrund. Dunkelgrau auf Schwarz ist nun mal schwer zu lesen.
-

- Creality K1 Max – Touchscreen

-

- Creality K1 Max – Touchscreen

Die Menüführung und Anordnung der Optionen sind hingegen gut gelöst und man findet sich schnell zurecht. Während des Drucks werden die wichtigsten Informationen angezeigt. Links wird ein großes Vorschaubild des gedruckten Objekts angezeigt. Darunter seht ihr, wie lange schon gedruckt wurde, wie lange der Druck noch dauert, und wie viel Prozent des Drucks abgeschlossen sind. Rechts werden die Temperaturen der Düse, des Druckbetts und innerhalb des Gehäuses angezeigt. Ebenfalls lassen sich die Lüfter regulieren und die LED-Beleuchtung an- und ausschalten.
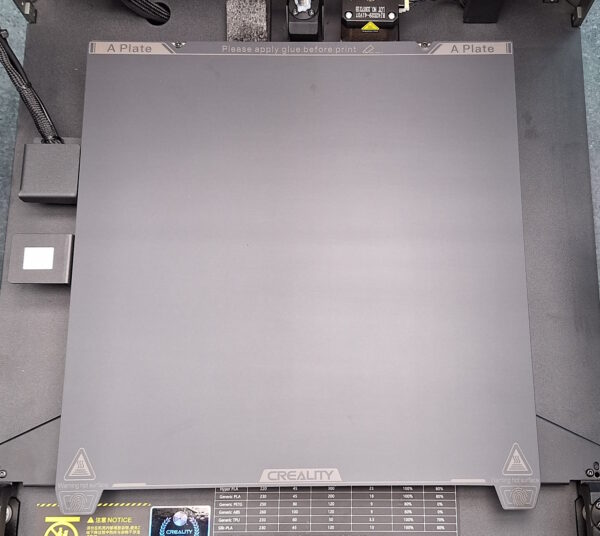
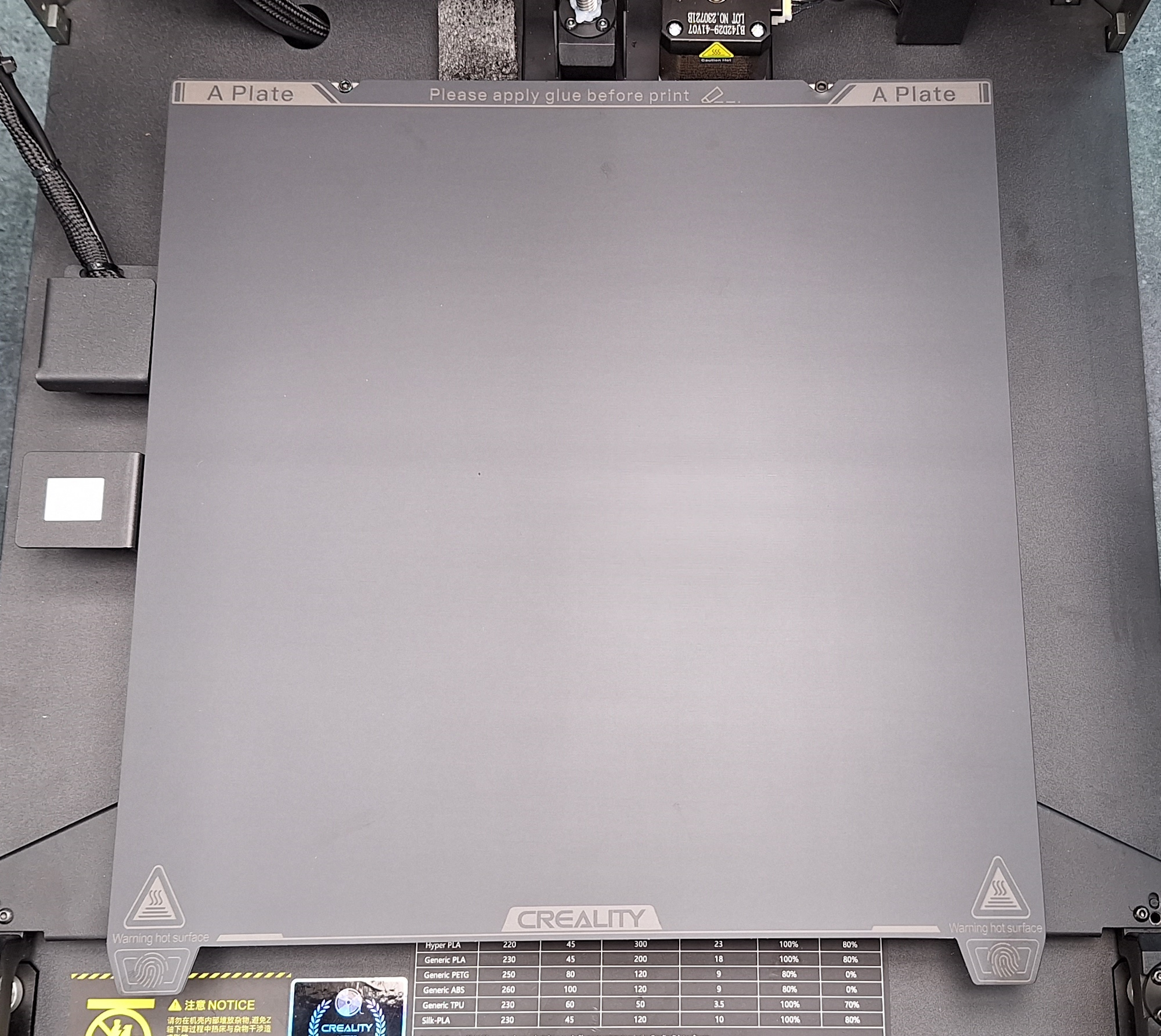
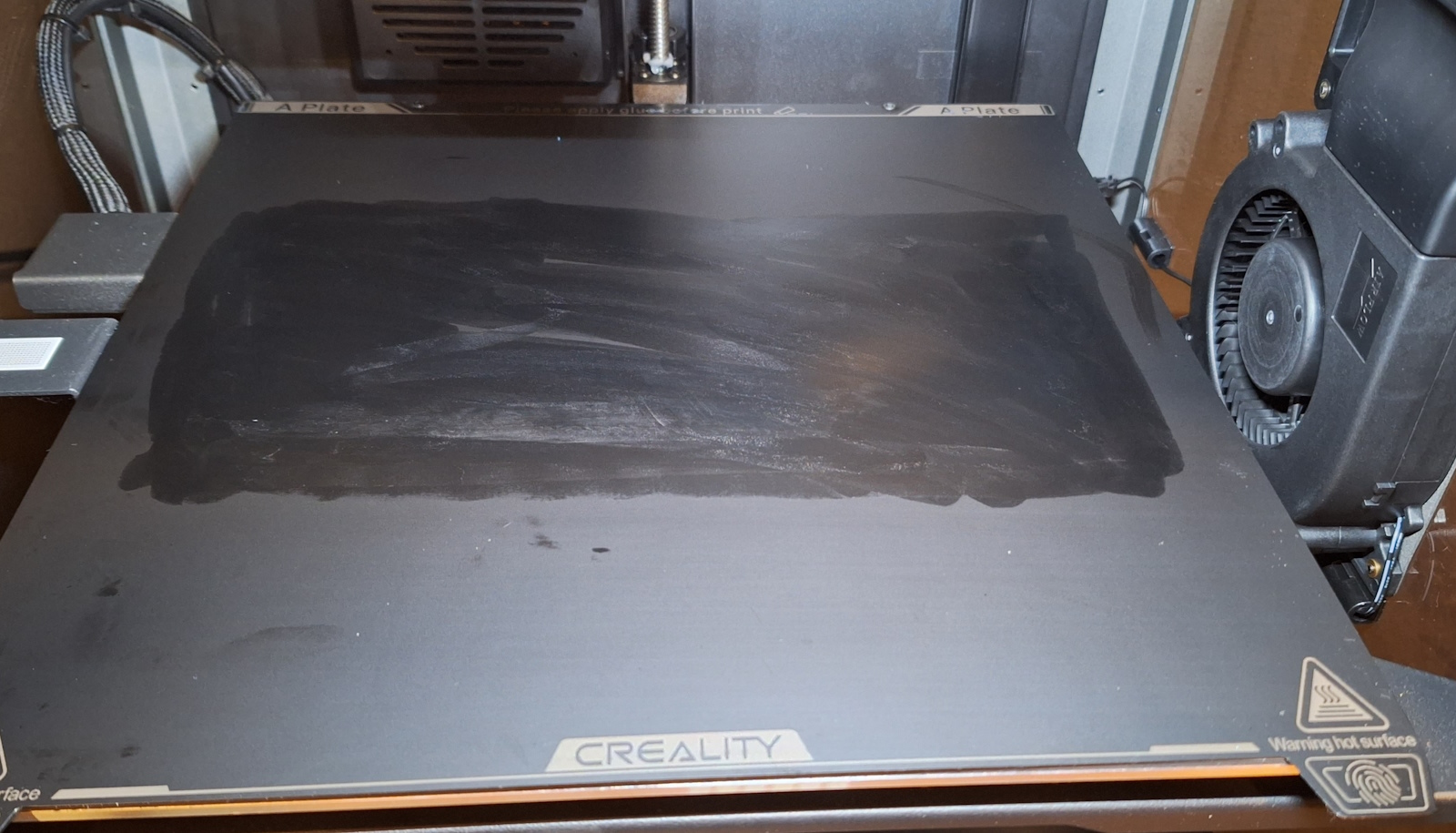
Die glatte Oberfläche des Druckbetts sollte vor jedem Druck mit Klebestift versehen werden, da es ansonsten vorkommen kann, dass die gedruckten Objekte nicht ausreichend haften. Creality hat direkt auf der Druckplatte einen entsprechenden Hinweis aufgedruckt: „Please apply glue before print“. Durch den Klebestift kann es aber schnell unsauber werden und die Druckobjekte sind nach dem Druck teilweise klebrig. Alternativ könnt ihr natürlich zu Sprühkleber greifen.
-
- Creality K1 Max – Druckbett
-

- Creality K1 Max – Druckbett Kleber
Die Unterseite der gedruckten Objekte wird durch die Oberfläche schön glatt, allerdings ist die schlechte Haftung ein deutlicher Minuspunkt. Insbesondere bei Hochtemperatur-Filamenten ist die Haftung trotz Kleber eher mäßig. Hier hätten wir uns von Creality eine Druckplatte mit grober PEI-Beschichtung gewünscht.
Gut gelöst wurde die Platzierung der Druckplatte. Diese besitzt am hinteren Ende zwei Aussparungen. Damit lässt sie sich schnell und einfach im Drucker platzieren, bevor sie magnetisch arretiert wird.
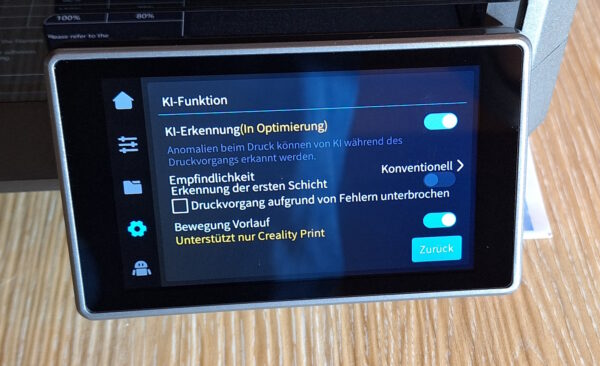
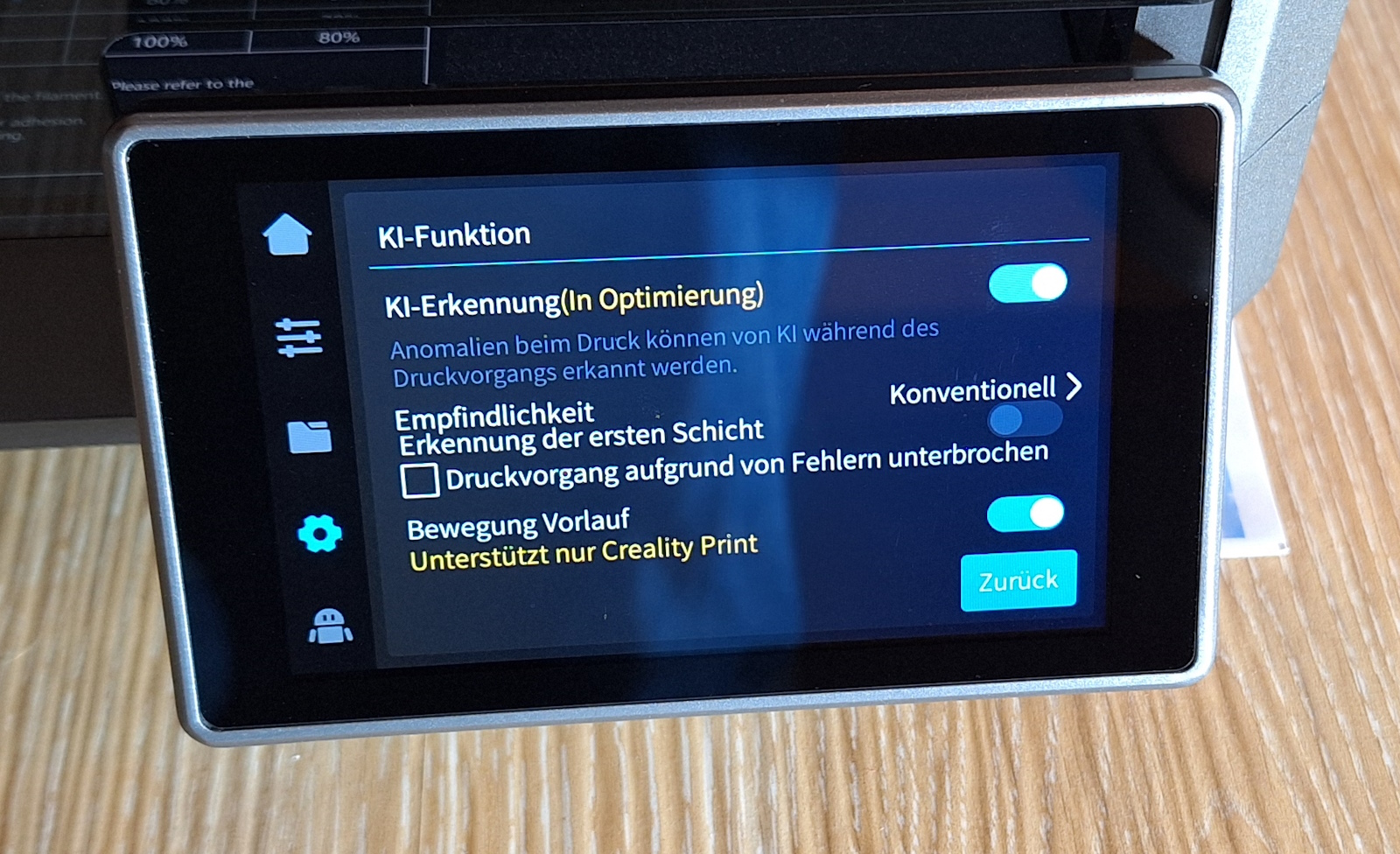
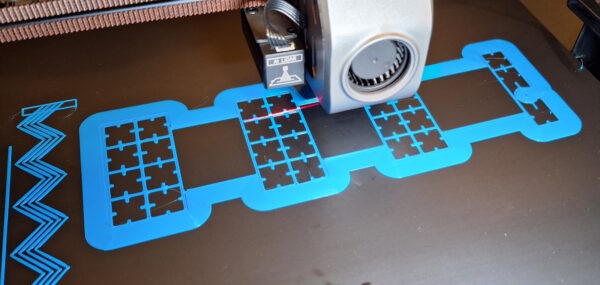
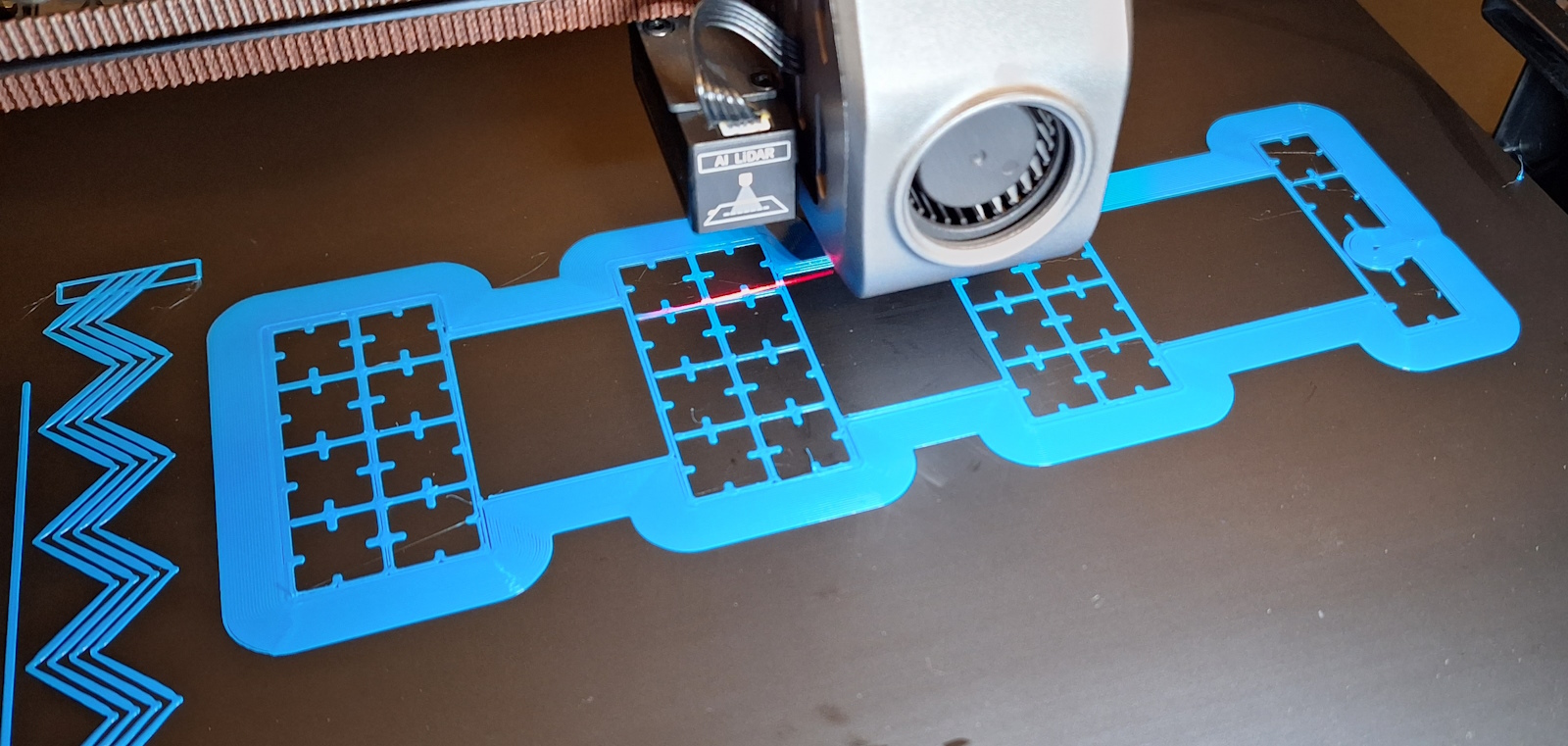
Creality wirbt beim K1 Max mit KI-Funktionen. Diese sind aber standardmäßig deaktiviert und müssen erst über das Menü aktiviert werden. Wenn dies erfolgt ist, wird vor jedem Druck ein Zick-Zack-Muster auf die linke Seite gedruckt. Das Muster wird anschließend vom LiDAR-Scanner analysiert und der Flow wird dynamisch an die gemessenen Werte angepasst.
Das Feature hört sich in der Theorie zwar interessant an, hat in der Praxis aber kaum Bewandtnis. Dadurch ließe sich beispielsweise ein zu dünnes oder zu dickes Filament ausgleichen, welches nicht mit 1,75 Millimetern daherkommt. Allerdings nur, wenn es gleichmäßig zu dünn oder zu dick wäre. Wenn der Filamentdurchmesser auf der Spule ständig zwischen 1,70 und 1,80 Millimetern wechselt, ist das Feature nutzlos.
-
- Creality K1 Max – KI-Funktionen
-
- Creality K1 Max – LiDAR
Ebenfalls kann der erste Layer mit Hilfe des LiDAR-Scanners analysiert werden. Bei Fehler würde der Druck automatisch abgebrochen werden. Des Weiteren gibt es über die Kamera eine Erkennung, ob Fremdobjekte auf dem Druckbett liegen oder während des Drucks etwas schiefgelaufen ist.
In der Praxis gab es mehrere Fehlalarme. Angeblich wurde ein fremdes Objekt auf dem Druckbett erkannt, obwohl dieses leer war. Auch bei der Prüfung der ersten Schicht kam es ein paar Mal zu Fehlalarmen, obwohl diese perfekt war. Für die weiteren Tests haben wir alle KI-Features deaktiviert.
Die Düse und das Druckbett werden in Rekordzeit aufgeheizt. Durch das keramische Heizelement erreicht die Düse bereits in weniger als einer Minute 200°C. Auch das Aufheizen des Druckbetts funktioniert schön flott. Nach einer Minute sind hier ca. 60°C erreicht. Der passiv geheizte Bauraum kann maximal rund 60° Celsius erreichen. Nach 15 Minuten bei einer Heizbetttemperatur von 100°C sind 51°C im Druckraum erreicht. Das ist für eine rein passive Heizung sehr gut.
Während des Drucks ist der Creality K1 Max laut. Dies betrifft aber alle High-Speed-3D-Drucker und wird primär durch den Hilfsbauteilkühler und die schnellen Bewegungen des Druckkopfs verursacht.
Der Stromverbrauch liegt während der Aufheizphase zwischen 400 und 800 Watt. Beim PLA-Druck mit Standardwerten (300 mm/s, 215°C Düse, 50°C Druckbett, 100 Prozent Bauteilkühlung, 80 % Bauteilhilfskühlung) verbraucht er zwischen 50 und 220 Watt. Dies hängt unter anderem davon ab, ob gerade nachgeheizt wird oder nicht. Im Idle-Betrieb mit eingeschalteter Beleuchtung und Display zieht der K1 Max 11 Watt aus der Steckdose. Ohne Beleuchtung sind es 10 Watt und mit gleichzeitig ausgeschalteten Display sind es 9 Watt. Der Touchscreen geht standardmäßig nach 3 Minuten in den Standby.
Druckqualität
Werfen wir einen genauen Blick auf die Druckqualität des Creality K1 Max. Insgesamt sind die Druckergebnisse out-of-the-box gut, aber nicht sehr gut. Aber der Reihe nach.
Das mitgelieferte Benchy drucken wir mit dem mitgelieferten Creality Hyper PLA in 16 Minuten. Wie das funktioniert, bleibt wohl Crealitys Geheimnis. Wird das Benchy selbst gesliced, benötigt der Druck mindestens 25 Minuten. Das Ergebnis ist gut und wird nur durch ein Problem am Dach getrübt. Ansonsten ist nur minimales Stringing vorhanden.

Creality K1 Max – Erstes Benchy
Das gleiche Benchy mit anderem PLA-Filament sieht fast identisch aus. Wir haben mit Elegoo PLA, Extrudr NX2 und Sunlu PLA+ getestet. Lediglich bei letzterem war das Stringing deutlich mehr, aber immer noch im Rahmen. Damit ist eindeutig bewiesen, dass der K1 Max mit Fremdmarken-Filamenten keine Probleme hat. Ebenso muss es nicht immer ein High-Speed-PLA sein.
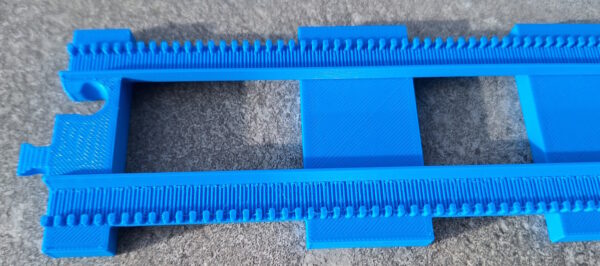
Wer sich die Außenhaut des Schiffchens genauer ansieht, wird dort leichtes Ringing bzw. Ghosting feststellen können. Dabei handelt es sich um ein optisches Problem, welches durch nicht perfekt aufeinander liegenden Layern verursacht wird. Dies ist ein klassisches Problem bei hohen Druckgeschwindigkeiten, welche durch die softwareseitige Vibrationskompensation ausgeglichen werden soll. Beim K1 Max funktioniert dies aber leider nicht perfekt. An einem anderen Testobjekt kann man die unruhige Oberfläche noch besser erkennen.

Creality K1 Max – Ringing
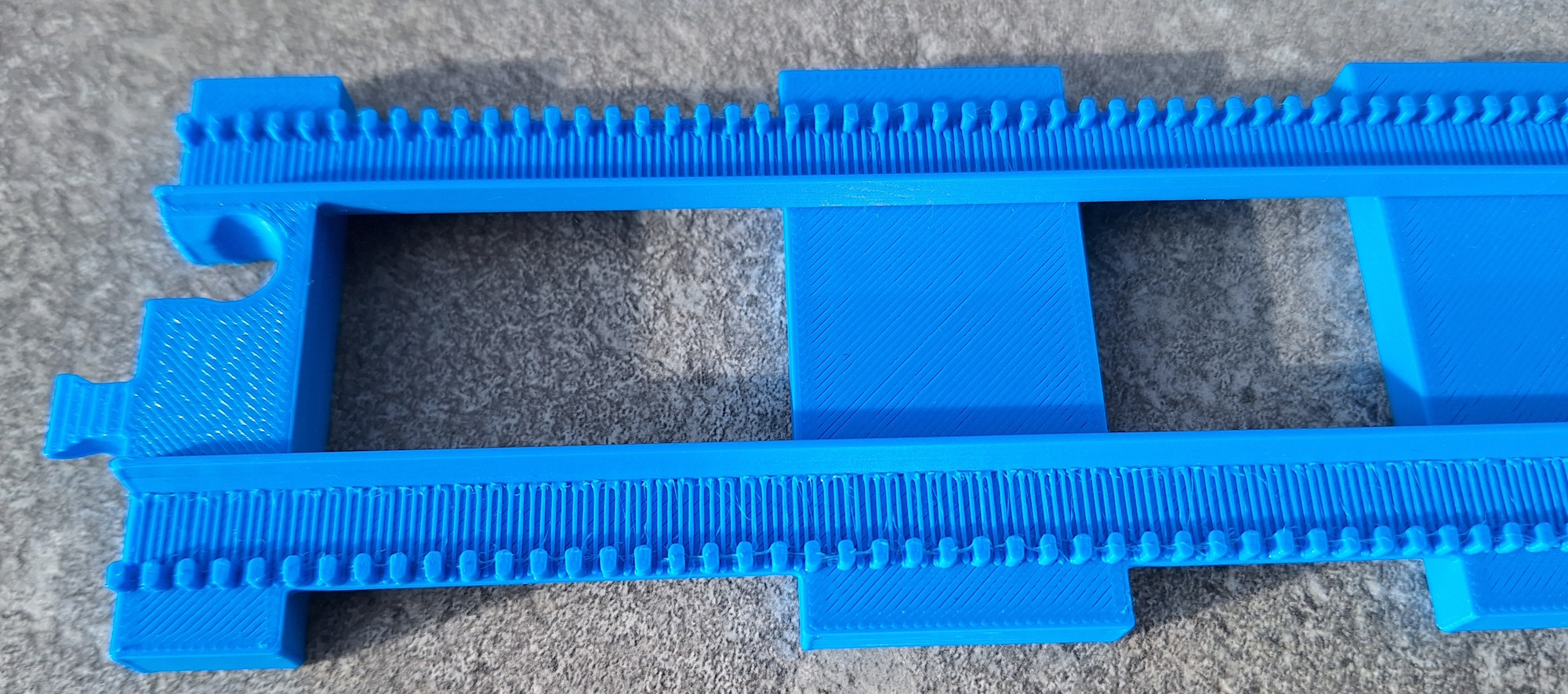
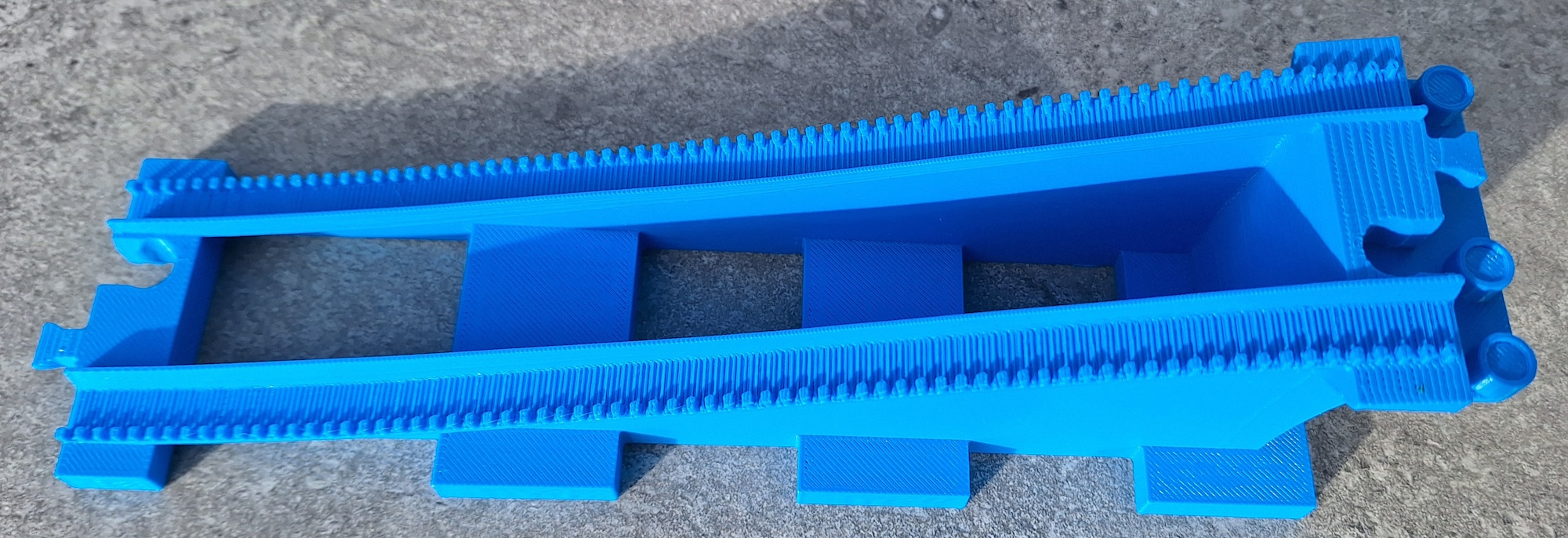
Nach vielen Stunden Testen und Recherche habe ich die Ursache des Problems gefunden: der Input Shaper (Vibrationskompensation) ist fehlerhaft. Der Link erklärt die Zusammenhänge und präsentiert auch eine Lösung. Tatsächlich ist Ringing/Ghosting nach dem Fix fast vollständig verschwunden.
-

- Creality K1 Max – Schienen

-
- Creality K1 Max – Schiene
-

- Creality K1 Max – Brücke
PETG wird ebenfalls gut gedruckt und weist keine erwähnenswerten Besonderheiten auf.
TPU neigt trotz der empfohlenen Geschwindigkeit von 50 mm/s zu stärkerem Strining. Dies kann aber im Nachgang mit einem kleinen Brenner ohne Rückstände beseitigt werden.
Hochtemperatur-Filamente wie ASA und ABS werden dank des geschlossenen Gehäuses sehr gut gedruckt. Trotz Einsatz von Klebestift und einem großen Brim war bei größeren Objekten nicht ausreichend Haftung vorhanden, sodass sich oft Ecken von der Druckplatte aufgewölbt und verzogen (Warping) haben. Eine grobe PEI-Oberfläche hätte hier vermutlich bessere Ergebnisse geliefert. Davon abgesehen sind die Ergebnisse aber sehr gut, vor allem im direkten Vergleich mit einem 3D-Drucker ohne Gehäuse.
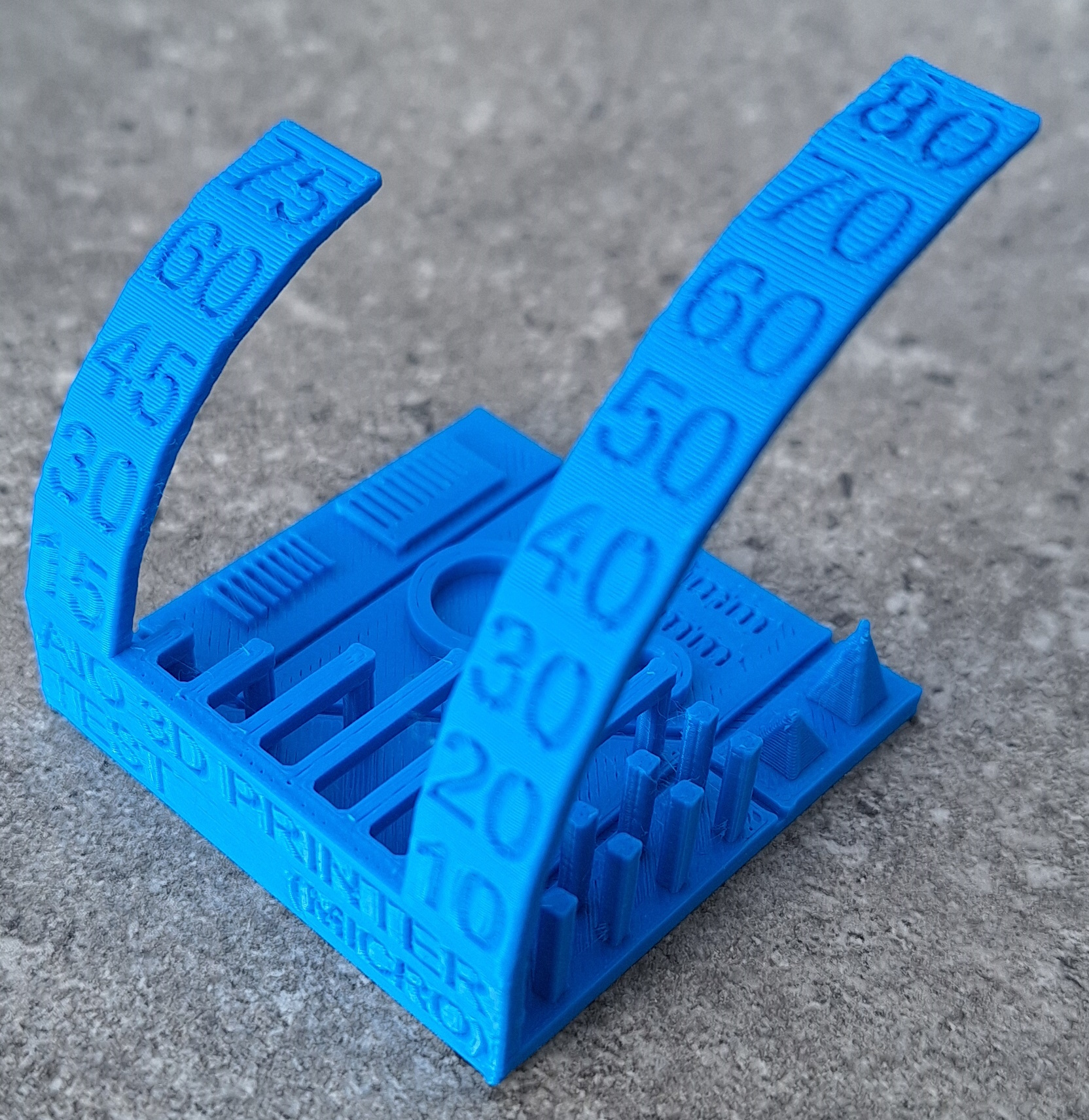
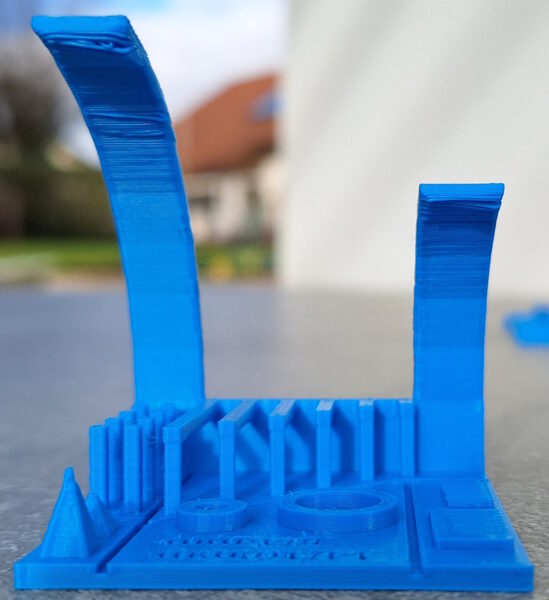
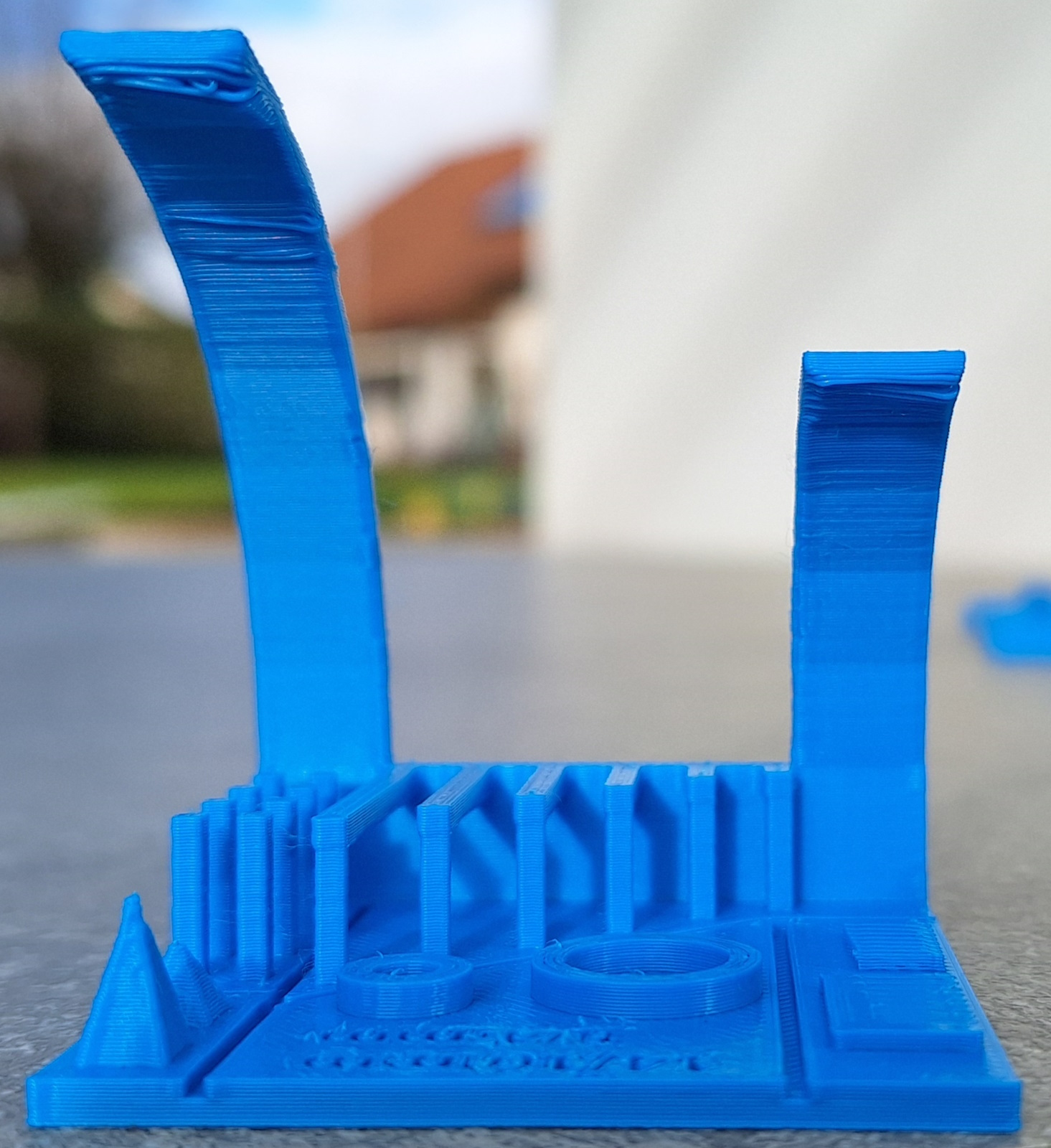
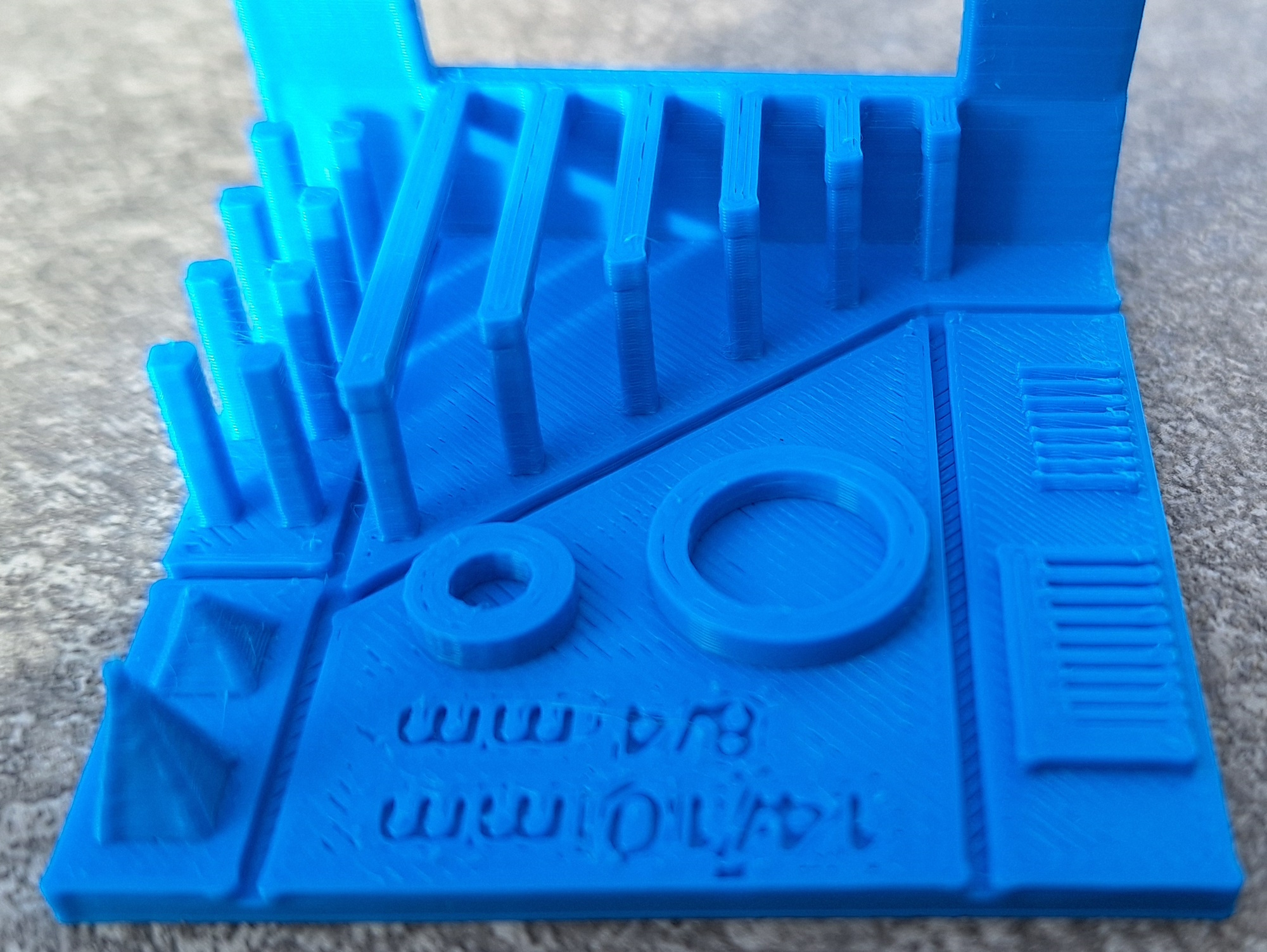
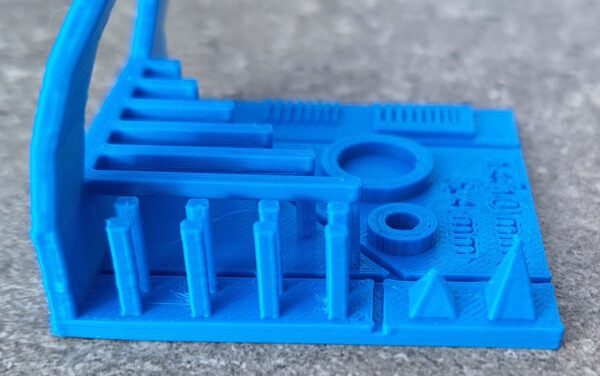
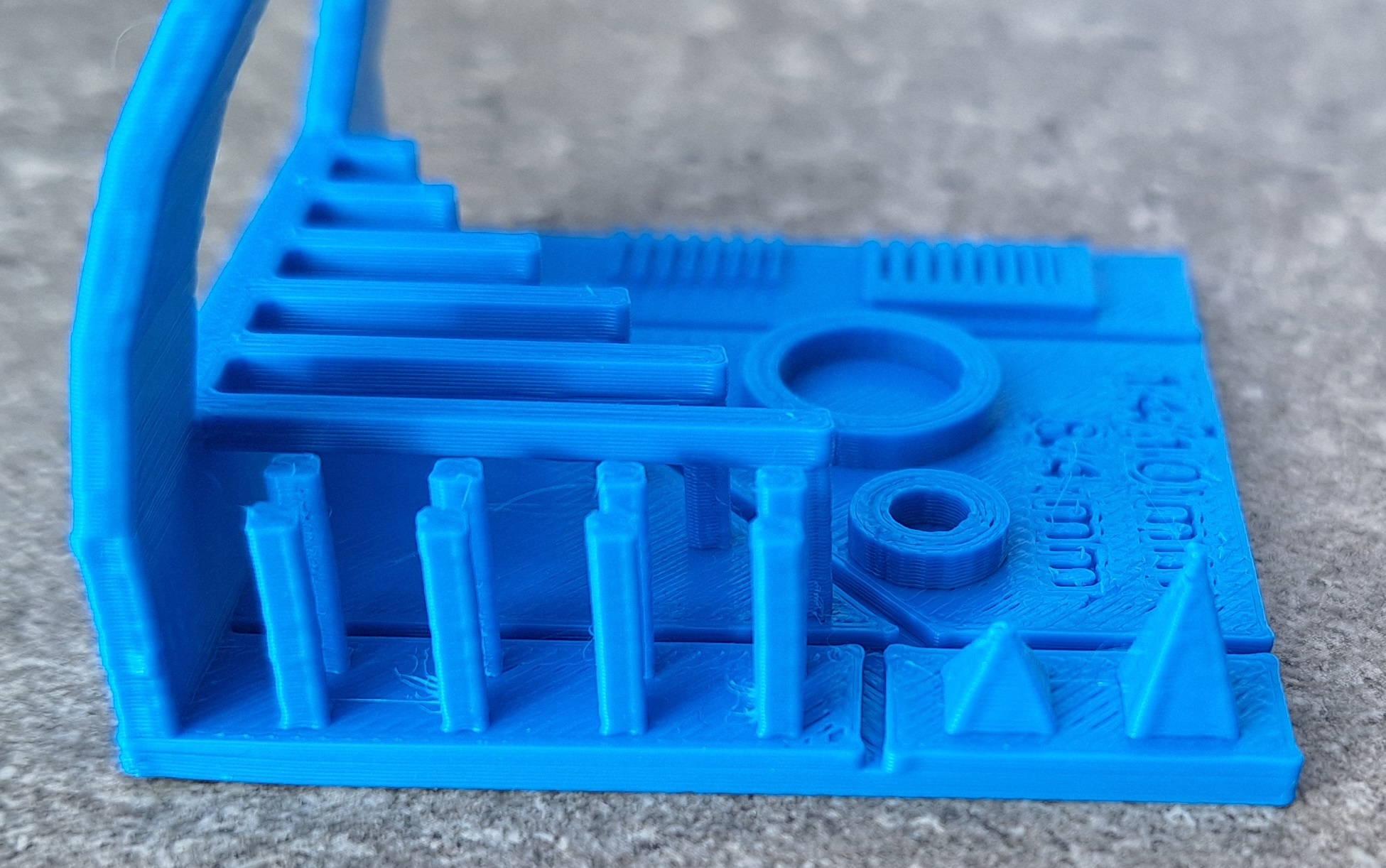
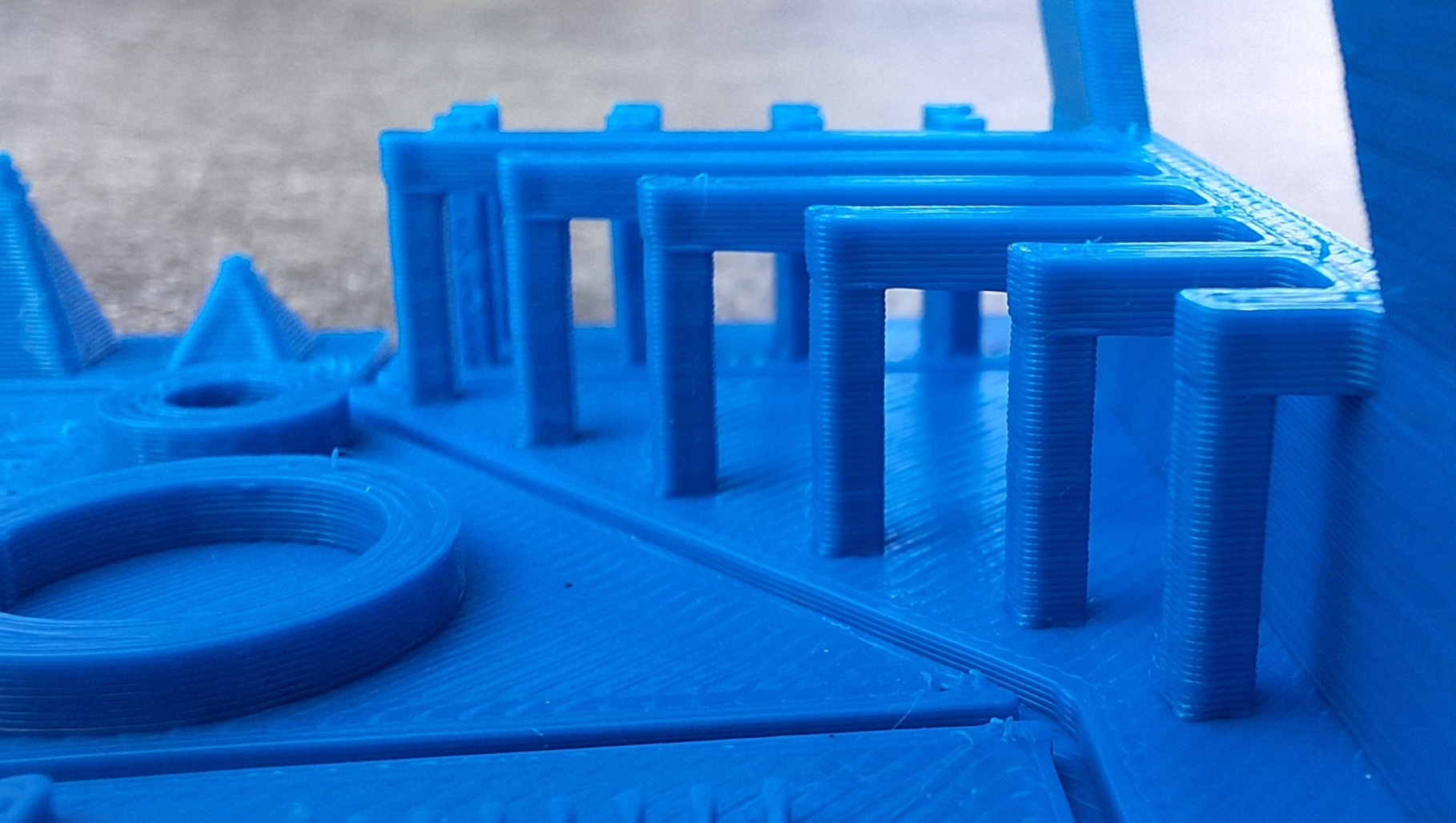
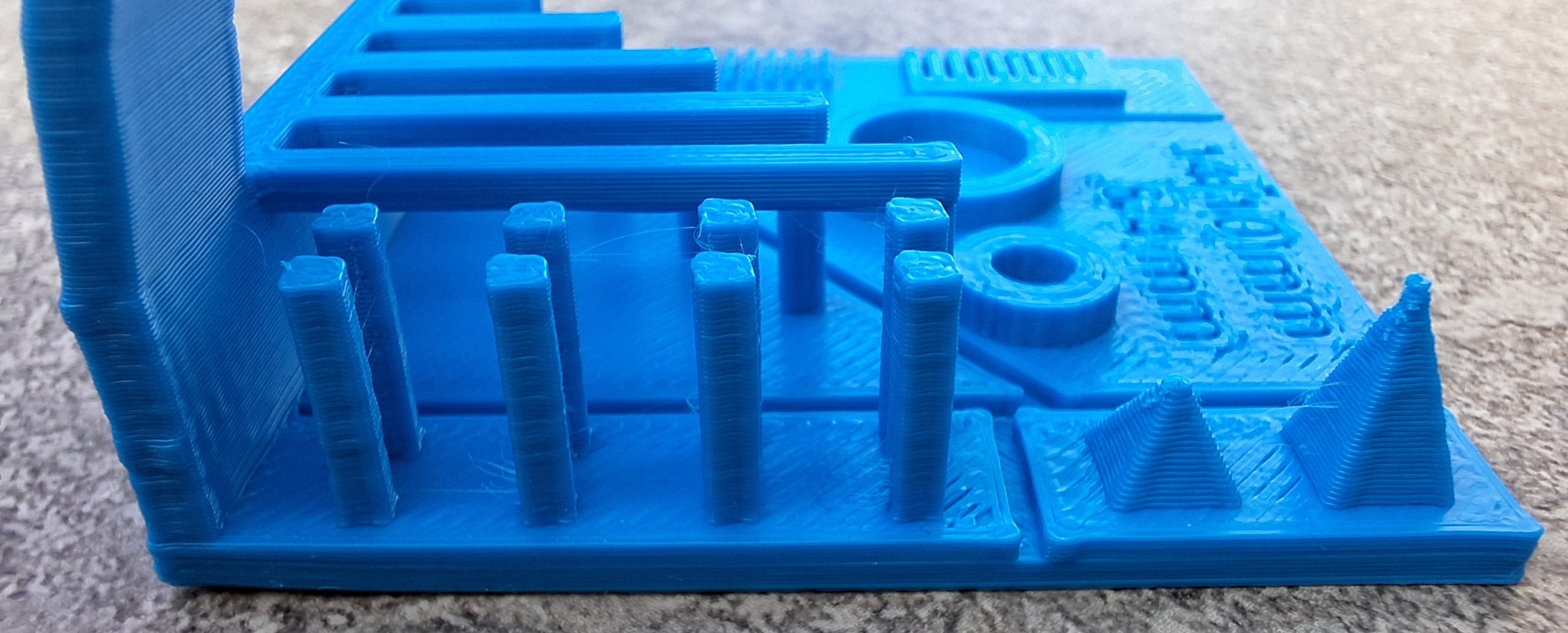
Zur genauen Betrachtung der Druckqualität kam der *MICRO* All In One 3D printer test zum Einsatz. Bei Überhängen druckt er bis 70° sehr sauber. Selbst bei 75° oder 80° ist das Ergebnis noch gut und deutlich besser als bei vielen anderen Druckern. Beim Bridging (Drucken in der Luft) meistert er selbst die längste Strecke mit 25 Millimetern ohne Probleme, was wirklich beeindruckend ist. Stringing ist nur ganz leicht vorhanden und auch alle weiteren Teile des Testobjekts sind sehr sauber gedruckt. In Anbetracht der hohen Druckgeschwindigkeit von 300 mm/s ist das wirklich ein sehr gutes Ergebnis.
-
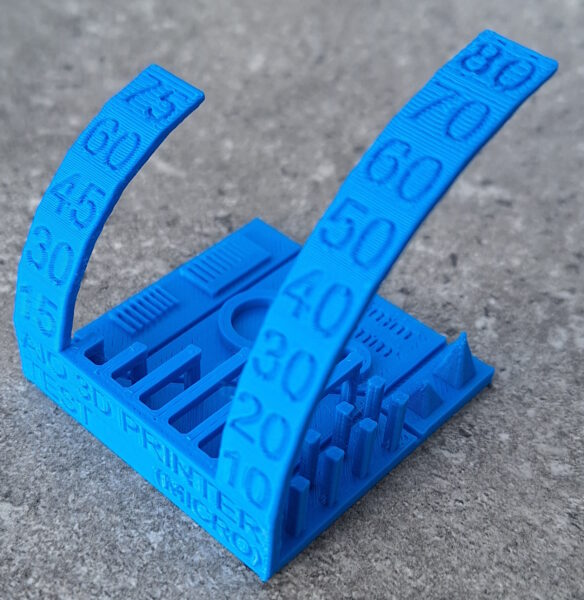
- Creality K1 Max – *Micro* All In One 3D printer test
-
- Creality K1 Max – *Micro* All In One 3D printer test
-

- Creality K1 Max – *Micro* All In One 3D printer test
-
- Creality K1 Max – *Micro* All In One 3D printer test
-
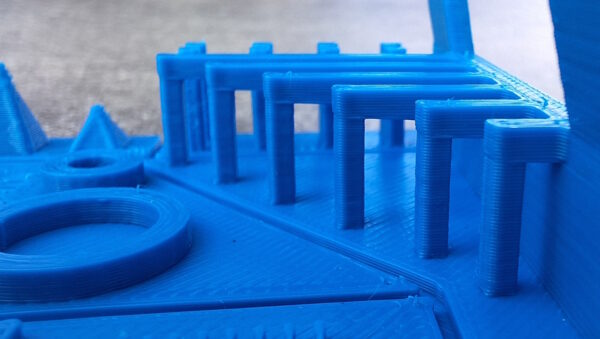
- Creality K1 Max – *Micro* All In One 3D printer test
-

- Creality K1 Max – *Micro* All In One 3D printer test

-

- Creality K1 Max – *Micro* All In One 3D printer test
Danke für diesen ausführlichen Test. Der Drucker scheint wirklich interessant, aber ich warte noch ab, ob die Kinderkrankheiten mit zukünftigen Updates ausgemerzt werden.
Frohe Weihnachten!
Wirklich guter Drucker, wenn man das Potenzial ausnutzt. Daher kann ich jedem nur die Nutzung des Creality Helper Scripts anraten!